
Jak�koliv v��atek �i p�etisk obsahu serveru �koda TechWeb m��e b�t pou�it jinde pouze s p�semn�m svolen�m provozovatel� serveru, je� jsou uvedeni v��e.
| Copyright © 1999-2000, Petr V��a & Panda internet studio Jak�koliv v��atek �i p�etisk obsahu serveru �koda TechWeb m��e b�t pou�it jinde pouze s p�semn�m svolen�m provozovatel� serveru, je� jsou uvedeni v��e. |
Teorie motoru 5. (srozumitelný popis)
Rubrika: Motor
Publikov�n: 18. kv�tna 2004
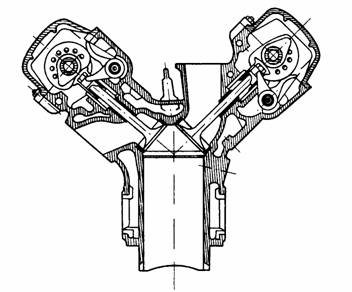
Návrh hlavy válce začíná volbou materiálu hlavy, tvaru spalovacího prostoru a typu chlazení hlavy (vzduchem, kapalinou). Materiál hlavy je důležitou veličinou, protože u hliníkových slitin, které dnes převažují, není možné vytvářet sedla ventilů, vedení ventilů a závity pro zapalovací svíčky přímo v materiálu hlavy, používají se vložky z odolnějších materiálů, které se zalisovávají s velkým přesahem. Toto vyžaduje jiné tvarové řešení inkriminovaných míst. Typ chlazení zase určuje vzdálenost mezi válci, vzduchem chlazená hlava zabírá více místa a je méně tuhá, většinou se u víceválců řeší jako hlava pro jeden válec, kolik válců, tolik hlav. Zde vzniká komplikace s realizací rozvodu OHV i OHC, který silně omezuje optimální rozložení chladících žeber. Čtyřventilové provedení u vzduchem chlazeného víceválce je velmi obtížně řešitelný problém.
V základním provedení se dnes převážně používají spalovací prostory třech typů: miskový, klínovitý a střechovitý. První dva najdete výhradně u dvouventilových provedení, střechovitý je určen pro čtyřventilová provedení, je ale možné ho použít i u provedení dvouventilového. Popis vlastností těchto spalovacích prostorů včetně prostoru půlkulového najdete v I. díle Teorie motorů. U motorů vznětových se ještě volí provedení komůrkové a nebo s přímým vstřikem. Komůrka komplikuje výrobu, její uložení musí být kvalitní a je nutné zajistit dobré chlazení. Přímý vstřik nafty zase vše nezvykle zjednoduší, protože spalovací prostor se vytváří v pístu a tak hlava klasický spalovací prostor nemá, jde o rovnou plochu, kde jsou jen svisle umístěné ventily a vstřikovací tryska (podobně je na tom hlava pro Heronův spalovací prostor, místo vstřikovací trysky se použije zapalovací svíčka). Jakmile máme spalovací prostor a počet ventilů zvolený, hledáme polohu pro umístění zapalovací svíčky a řešíme tvar a umístění sacích a výfukových kanálů.

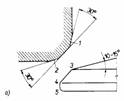
Obr.1 Tvary spalovacích prostorů: a) miskový, b) klínový (Škoda, VAZ), c) střechovitý
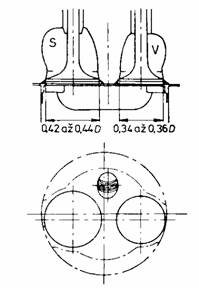
Obr.2 Spalovací prostor Heron Obr.3 Řešení čtyřventilového rozvodu s půlkulovým spalovacím prostorem
motoru BMW, příliš komplikované vzhledem k přínosu, nepoužívá se
Sací kanály musí zajistit dobré plnění válců, nesmí tedy mít ostré ohyby a změna průřezu by neměla nastat; pokud je nezbytná, přechod by měl být pozvolný a mezi průřezem na začátku kanálu na okraji hlavy a sedlem ventilu by neměla překročit 10%. Kanály mají mít kruhový tvar, dříve dost často používané čtvercové nebo obdélníkové kanály zhoršují plnění motoru, ventil má kruhový talířek a změna tvaru kanálu z hranatého na kruhový vede k turbulencím směsi, omezujícím plnění válce. Sací kanál vznětového motoru s přímým vstřikem má svoje zvláštnosti, jeho tvar je částečně šroubovitý a má za úkol uvést hmotu vzduchu ve válci do rotačního pohybu okolo svislé osy válce. V tomto případě je dokonce nutné, aby se kanál směrem k ventilu zužoval.
Výfukový kanál se také dělá kruhový, ovšem zde nejsou tak kritické podmínky (proudění je pod větším tlakem) a tak se často dělá z důvodu úspory místa kanál oválný, zvlášť pokud jsou kanály vyváděny na jednu stranu hlavy (uvolní místo pro kanály sací). Důležitým předpokladem je mít výfukové kanály v hlavě válců co nejkratší aby zbytečně neohřívaly chladící kapalinu. U výfukového kanálu je důležité krytí dříku ventilu proti působení horkých spalin, vedení ventilu bývá delší a zasahuje více do výfukového kanálu, pokud příliš škrtí průtočný profil, je třeba v těchto místech výfukový kanál upravit. Zvláštním případem je čtyřventilové provedení, kde spolu sousedí dva výfukové kanály, nejužší místo mezi sedly těchto ventilů (tzv. můstek) je tepelně velmi výrazně namáháno a je třeba chlazení tohoto místa věnovat zvláštní pozornost.
Sací a výfukové kanály vyvedené na jednu stranu hlavy by měly být prostřídány, pokud spolu sousedí výfukové kanály, je zapotřebí věnovat větší péči tomuto místu z hlediska chlazení a tepelného roztahování.

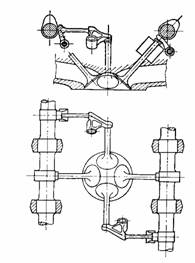
Obr.4 Příklady rozmístění kanálů v hlavě
Společně s kanály je třeba dbát i na druh rozvodu a umístění šroubů, rozvod OHC přináší nemalé komplikace při návrhu, protože např. jeden centrálně umístěný vačkový hřídel u čtyřventilového provedení komplikuje optimální umístění zapalovací svíčky mezi ventily uprostřed spalovacího prostoru. Mazací kanál pro rozvod nebývá problémem, pokud pro něj není místo, vytvoří se přídavnou trubkou. Upevňovací šrouby nemohou být rozmístěny libovolně, určité rozložení je nutné z důvodu vyvinutí rovnoměrného tlaku na styčnou plochu hlavy s válci. Minimální počet šroubů hlavy = (počet válců x 2) + 2, u čtyřválce OHC je to tedy 10 ks. Hlavy s rozvodem OHV mají šroubů více, protože je nutno přitáhnout i tu část, která slouží k průchodu rozvodových tyček. Větší počet šroubů signalizuje problémy při návrhu, kdy nebylo možné z důvodu rozložení kanálů a prostorů pro chladící kapalinu umístit šrouby do optimálních míst.

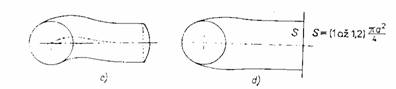
Obr. 5 Empirické hodnoty velikosti kanálů a ventilového talíře a tvaru sacích kanálů v oblasti ventilu
Jakmile máme tyto části vyřešené, řešíme chlazení hlavy. U běžných sériových motorů proudí kapalina hlavou zhruba podélně od prvního po poslední válec. Není to přesný popis, protože se do hlavy přivádí chladící kapalina od každého válce a tím se tok kapaliny komplikuje. Vstup chladící kapaliny bývá zespodu od válců různě velkými otvory v těsnění hlavy válců, velikostí a umístěním těchto otvorů se reguluje rovnoměrnost proudění. Chladící prostory nesmí mít žádné slepé kouty, kde by kapalina neproudila a tak vznikla možnost vytváření parních polštářů, omezující proudění chladící kapaliny. Důležité je mít zajištěno chlazení sedel výfukových ventilů, i krátké výpadky v odvodu tepla vedou k rychlé tepelné deformaci sedla a snížení životnosti tohoto místa nebo dokonce celé hlavy. Správné proudění chladící kapaliny se zjišťuje vizuálně na průhledných modelech hlavy, zjištěné nedostatky se řeší přidáváním přepážek a změnou průřezů otvorů v těsnění hlavy. Největším problémem je chlazení můstku mezi výfukovými ventily u čtyřventilových motorů, často se po provozních zkouškách musí hlava přepracovat. Pokud není možné zajistit přívod chladící kapaliny k můstku mezi ventily přirozenou cestou, vkládají se přívodní trubičky, kterými se na inkriminované místo voda přivádí nuceně. Největším problémem je uchladit vzduchem chlazenou čtyřventilovou hlavu vznětového motoru, mezi všemi svisle a rovnoběžně umístěnými ventily a kanály je málo místa a přivést dostatek vzduchu k můstku mezi ventily je skutečně problém. Proudění chladící kapaliny může být také obráceně, nejdříve chladící kapalina vstupuje z boku u 1. válce do hlavy a na druhé straně je přes otvory v těsnění hlavy u posledních dvou válců odváděna přes válce na stejnou stranu motoru, kde do motoru vstoupila. Takto má řešené chlazení Volha, hlava má nižší teplotu, částečně ohřátá kapalina proudí přes válce, které jsou tedy teplejší, vyšší teplota válců účinněji zabraňuje vytváření korozívních sloučenin uvnitř válců. Teplota válců se po studeném startu zvyšuje rychleji, než u prvně popsaného provedení.
Provedení chladících systémů je velmi rozmanité, např. existují motory, které mají hlavu válců chlazenou kapalinou a válce vzduchem. Důležité je počítat s minimálním průměrem pro vnitřní proudění kapaliny 8 mm, pokud je dobře zvládnuta slévárenská technologie, je možné počítat s 6 mm.
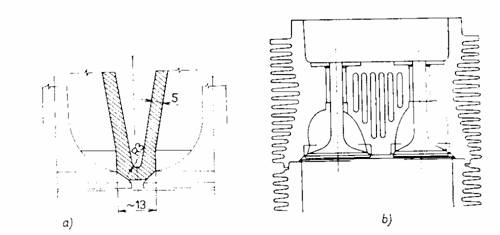
Obr. 6 Chlazení můstku mezi výfukovými ventily a) kapalinou b) vzduchem

Obr. 7 Příklady řešení chlazení obtížně přístupných míst
Usměrnění vedení chladící kapaliny v hlavě a) pouzdry, b) trubkami, c) kanály v nálitcích d) trubkou přímo od
vodního čerpadla
U motorů vysokovýkonných (závodních speciálů) se chlazení hlavy řeší odlišně. Hlava válců je rozdělena přepážkami na jednotlivé segmenty podle počtu válců, každý segment má samostatný přívod chladící kapaliny, a to vždy ze strany výfukových ventilů. Kapalina proudí příčně a je odváděna vně umístěným potrubím (nebo odlitým kanálem, případně otvory mezi hlavou a blokem) v oblasti sacích kanálů dolů k válcům. Kapalina tedy proudí od hlavy přes válce směrem dolů, tedy obráceným směrem, než je to běžné u sériových motorů. Takové provedení se vyznačuje dobrým odvodem tepla z můstku mezi výfukovými ventily, nižší a rovnoměrnější teplotou hlavy a naopak vyšší teplotou válců. Nižší teplota hlavy zvyšuje odolnost proti detonacím, teplejší válce naopak kladou menší odpor pohybu pístů. Rozdělení chlazení na jednotlivé válce zajistí rovnoměrné tepelné zatížení všech hlav a válců, tedy nenastává přídavné namáhání z rozdílů teplot jednotlivých částí motoru v ose klikového hřídele. Rovnoměrnému proudění stejného množství chladící kapaliny přes jednotlivé válce se napomáhá vkládáním škrtících prstenců různých průměrů do přívodního nebo výstupního potrubí.
Pevnostní výpočet:
Pevnost hlavy je počítána podle maximálních spalovacích tlaků při detonacích včetně bezpečnostních koeficientů, výsledkem jsou hodnoty pro normální provoz dosti předimenzované. Počítá se vlastně jen síla desky spalovacích prostorů, ostatní tak nějak vychází automaticky, spíše se u stěn hledá nějaká rezerva, kde materiál spíše ubrat kvůli úspoře materiálu. Větším problémem než samotná pevnost je tuhost hlavy, jakékoli větší kroucení hlavy je nepřípustné. Tuhost hlavy je ale zaručena její výškou. Aby se tam všechny kanály dobře vešly, musí mít hlava nějakou minimální výšku, která je často větší než její šířka. Celý návrh se dříve prováděl empiricky, jednotlivé tloušťky stěn se volily podle násobku vrtání válce D. Např. pro litinovou hlavu je tloušťka dna hlavy 0,06 – 0,08 D, výška hlavy 0,4 – 1,0 D, zatížené stěny mají 0,05 – 0,08 D. Pro dvoudobé a vzduchem chlazené hlavy jsou hodnoty odlišné. U hliníkových slitin jsou koeficienty větší. Kromě pevnosti je také důležitý průřez stěn a přepážek, který je důležitý pro dostatečný odvod tepla ze stěn spalovacího prostoru a okolí sedla výfukového ventilu. Dnes je pevnostní výpočet otázkou počítačových programů.
Materiál hlavy:
Používají se litina a hliníková slitina. Dříve se dělaly pokusy i s slitinami mědi, které sice dobře odvádějí teplo, ale jsou drahé. Litina je levná a má větší pevnost, sedla ventilů, vodítka ventilů, závity pro zapalovací svíčky se vytváří přímo v materiálu hlavy. Hliníková slitina je lehčí, méně tepla přijímá a lépe ho odvádí, teplota povrchu spalovacího prostoru hliníkové hlavy je proto nižší, ovšem rozdíl není výrazný a tak velké zvýšení kompresního poměru pouze změnou materiálu hlavy nelze dosáhnout (většinou lze kompresní poměr zvýšit o 0,5 stupně, v ideálním případě asi o 1 stupeň). Hliníková slitina je ale méně pevná, stěny hlavy musí být silnější a tak rozdíl v hmotnosti hlavy litinové a z hliníkové slitiny neodpovídá rozdílů měrných hmotností. Hliníková slitina má menší modul pružnosti, větší tepelnou roztažnost a je dražší než litina. K tomu přistupuje ještě problém osazování sedel a vodítek ventilů a závitových vložek pro zapalovací svíčky, spalovacích komůrek, vstřikovacích ventilů a dílů rozvodu z kvalitnějších materiálů, než je litina na hlavy válců.
Hlavy litinové i z hliníkové slitiny se odlévají, pouze v případě vzduchem chlazených leteckých motorů se vyrábějí hlavy jako kované z hliníkové slitiny ve složení 4% Cu, 0,7% Mg, 2% Ni a zbytek je Al. Po odlití se musí odstranit z chladících prostorů slévárenský písek, vysype se otvory pro přívod kapaliny a dalšími zvláště k tomu navrženými otvory, které se potom zaslepí speciálními zátkami z hliníkového nebo pozinkovaného plechu, které zároveň slouží jako tzv. mrazové zátky. V případě zamrznutí chladící vody led vytlačí zátky z otvorů a tudy se může tepelně (spíše „mrazově“) led roztáhnout a nedojde k roztržení hlavy. Po odstranění písku se hlava obrobí na speciálních strojích, kde se vytvoří všechny geometricky přesné otvory pro sedla, vodítka ventilů atd. a po ohřevu na určitou teplotu se u hliníkových hlav nalisují podchlazená sedla a vodítka, případně se našroubují závitové vložky pro zapalovací svíčky a díly rozvodu. Univerzální technologický postup není možné popsat, protože každý výrobce má svoje technologie, které se od konkurence často liší (někdo vložky lisuje, jiný jich část zalévá atd.). Každý výrobce se snaží použít takovou technologii odlévání, která přináší co nejméně spotřebovaného materiálu. Snaha je tedy o co nejmenší počet jader, čím méně jader, tím větší přesnost odlitku, přesnější odlitek umožní použití menšího množství materiálu. Metoda přesného lití by byla velmi výhodná (odpadlo by mnoho obráběcích kroků), ale v sériové produkci se nepoužívá pro její vysokou cenu.
Sedla a vodítka ventilů u hliníkových hlav se vyrábějí z velmi kvalitních legovaných materiálů nebo speciálně legovaných litin, litina je velmi vhodná na vodítka ventilů. Provedení sedel a opracování míst hlavy pro jejich nalisování se musí věnovat velká péče, sedla jsou teplotně značně namáhána a tak musíme zajistit velmi dobrý odvod tepla přes materiál hlavy. Styčné plochy se brousí a tvarově upravují tak, aby se z rozdílné tepelné roztažnosti nedeformovaly, jinak hrozí jejich popraskání s následnou havárií motoru. Důležité je pojistit sedla proti možnosti uvolnění, kromě velkého přesahu se někdy používají i různé drážky po vnějším obvodu sedla, do kterých se hliníková slitina po vychladnutí napěchuje, případně se dělá kuželovitý tvar nejvzdálenějšího vnějšího okraje od spalovacího prostoru. Šroubovaná sedla sice usnadňují montáž a případnou demontáž, ale hůře odvádí teplo a v běžně se proto nepoužívají. Sedla se nalisovávájí s velkým přesahem, často se sedlo silně podchladí a hlava se ohřeje nad provozní teplotu, aby bylo možné vůbec možné sedla nalisovat do správné polohy. Nalisovaná sedla mají výhodu v tom, že je možné dobře vyrobit difuzorový tvar sedla, který zlepšuje plnění při malých zdvizích ventilu a optimalizuje proudění směsi do válce. Technologie výroby sedel a vodítek ventilů se začíná orientovat na práškovou metalurgii, která umožní vyrábět tyto díly s minimálním odpadem a prakticky libovolného tvaru. Dobře navržené vodítko ventilu z pórovitého materiálu, vyrobené slinutím, zlepší mazání dříku ventilu a tím prodlouží jeho životnost. Závitové vložky pro zapalovací svíčky se buď lisují, nebo se používá speciální šroubovací závitová vložka Amecoil nebo jiné značky. Vložky Amecoil se používají také na opravy poškozených závitů v litinových hlavách, vyřeže se závit o větším průměru, do kterého se tato vložka zašroubuje a rozklepnutím okrajů nebo jiným způsobem se zajistí proti vyšroubování.
Ventily:
Ventily patří mezi mechanicky a tepelně výrazně namáhané díly motoru. Používá se kvalitní legovaná ocel a další tvrdé materiály pro zpevnění sedla ventilového talíře a styčné plochy dříku s vahadlem. Tvar a technologické provedení ventilů je výsledkem empirie, za doby vývoje motorů došlo k ověření několika konstrukcí ventilů, které se používají podle typu motoru a jeho zatížení. Ventily se vyrábějí nejčastěji z jednoho materiálu, v některých případech u velmi velkých ventilů se z důvodu úspory nákladů vyrábí hlava ventilu z odlišného (kvalitnějšího) materiálu, než dřík a obě části se spojují svářením. V tom případě je nutné použít takové materiály, které jsou vzájemně svařitelné. Ventily se často zpevňují kováním, zvláště v případě tepelně více namáhaných motorů.
Talíř ventilu má za úkol těsnit kanál vůči spalovacímu prostoru a musí být takového provedení, aby nadměrně nebránil průchodu směsi nebo vzduchu do válce, nebo naopak spalin ven z válce. Na talíř ventilu jsou rozdílné požadavky podle toho, jestli jde o sací nebo výfukový ventil a jak je výkonově motor namáhán. Nejdůležitější je tuhost talíře a dobrý odvod tepla. Ventil se nesmí teplem deformovat, platí jak pro talíř, tak pro dřík. Dřík ventilu odvádí to množství tepla, které se neodvedlo přes sedlo ventilu či sáláním a zároveň zabezpečuje pohyb talíře.
Sací ventil má za provozu teplotu od 300°do 500°C, u motorů přeplňovaných a motorů s vysokým měrným výkonem může dosáhnout až 600°C. Ventil je totiž chlazen nasávanou směsí nebo vzduchem a tak jeho teplota není tak vysoká, jako je tomu u ventilu výfukového. Výfukový ventil má u zážehového motoru teplotu až 850°C, u vznětového je teplota mezi 600 – 800°C, vyšší z těchto hodnot dosahují ventily u přeplňovaných motorů. Překročení hranice 850°C není prakticky možné, materiál výfukových ventilů ztrácí pevnost asi na 880°C. Odvod tepla je zabezpečen přes sedlo a dřík ventilu. Výfukový ventil je menší než sací, přejímá menší plochou méně tepla a lépe ho odvádí, navíc uvolní místo pro sací ventil, který může být větší. Poměr průměrů talířů výfukového a sacího ventilu je asi 0,85. Teplota ventilů se zvyšuje se zvyšujícím zatížením, otáčkami motoru a nesprávným (malým) předstihem zážehu. Talíř výfukového ventilu má zpravidla stejný tvar jako talíř sacího ventilu, pouze v místě přechodu do dříku je jiný tvar přechodové části. Tulipánový tvar ventilu se vyznačuje velkou tuhostí, ale má větší povrch a přijímá více tepla, které se hůře odvádí. U motorů více tepelně namáhaných se někdy používá talíř vypouklý směrem do válce, který lépe vede proud spalin. Tento typ je význačný tím, že se nad vypuklou částí vytváří polštář spalin, který chrání před nadměrným přenosem tepla a tak přestože tento ventil má větší plochu talíře, na tepelné rovnováze to není příliš negativně poznat. U přeplňovaných zážehových motorů se používá ventilů vnitřně chlazených, nadměrný vývin tepla je již za technickou hranicí klasických ventilů. Buď je chlazený jen částečně (dutina se vytvoří pouze v dříku až k talíři), nebo je celý dutý, v obou případech je naplněn do objemu 50 – 60% sodíkem. Sodík má teplotu tavení 97°C při tlaku 100 kPa a bod varu 883°C, odvádí asi 10x více tepla než voda. Po zahřátí ventilu se změní v kapalinu o prakticky neproměnném tlaku. Při pohybu ventilu se přelévá z talíře do dříku, kterému předává více tepla, než by bylo možné pouhým přenosem průřezem materiálu dříku. Částečně chlazené ventily stačí pro běžně přeplňované motory, plně chlazené jsou nezbytné u přeplňování vysokými tlaky. Výroba plně chlazených ventilů je technologicky náročná a tedy drahá, rotační kování není zrovna běžnou technologií. Po naplnění dutiny sodíkem se provede přivaření dna talířku, kterým se ventil uzavře. Plnění sodíkem shora přes dřík připadá do úvahy pouze u částečně chlazených ventilů. Sedlo talíře výfukového ventilu se opatřuje prakticky bez výjimky návarem tvrdokovu, nejvíce se používá Stelit F. Vrstva má tloušťku 0,7 – 1,5 mm, příliš silná vrstva má snahu praskat a odlupovat se. Proto při přebrušování výfukových ventilů pozor, abychom tuto vrstvu neodbrousili. V případě styku čela dříku s kulovým zakončením vahadla se používá také návar Stelitem, životnost tohoto místa se zvýší několikanásobně. Sedla ventilů v hlavě se u výrazně namáhaných motorů také navařují Stelitem pro zvýšení životnosti a odolnosti proti korozi a otěru.

Obr. 8 Ventily s vnitřním chlazením
Nejběžnější je provedení talíře ventilu s rovným dnem, sedlo talíře sacího ventilu se tvrdokovem nenavařuje, pouze u velmi zatížených motorů nebo při požadavcích na vysokou životnost. Upozorňuji, že po přebroušení návaru není vizuálně poznat, je-li sedlo navařeno či nikoli. Pokud u starších typů motorů uvidíte ve dně talíře ventilu drážku, tato slouží jen a pouze pro zasunutí šroubováku pro zabrušování ventilu do sedla.

Obr. 9 Běžná provedení ventilů: a) nejčastěji používaný ventil s rovným talířkem, b) tulipánový tvar hlavy, vyznačující se
tuhostí hlavy, c) vyztužená hlava ventilu, dnes málo používaná, d) vypuklá hlava usměrňující proud výfukových plynů,
e) ventil plně chlazený sodíkem, ukázka přenosu tepla z talíře do vodítka ventilu, f) částečně chlazený ventil
Úhel sedla ventilu je nejčastěji 45°, tento úhel zabezpečí větší tuhost a lepší středění sedla v hlavě, než úhel 30° (měřeno od roviny talířku, ne od osy dříku), který se někdy používá u sacích ventilů. Šířka sedla je rozdílná u sacích a výfukových ventilů, výfukové mají styčnou plochu sedla asi o 40% širší. Nadměrná šířka styčné plochy ventilu v sedle zhoršuje těsnost a tlak na jednotku plochy, který je důležitý pro prostup tepla, příliš malá šířka zase nadměrně zvětší tepelné zatížení styčné plochy, proto je nutné najít optimální velikost těchto ploch vůči velikosti talíře ventilu. Úhly sedla ventilu a sedla talíře ventilu se při výrobě dělají o 0,5 – 1° rozdílné, ventil se lépe zaběhne, dobře se v sedle usadí a lépe těsní. Dřívější zabrušování ventilů se dnes v prvovýrobě a při opravách speciálními nástroji neprovádí, rozdíl v úhlu ventilu a sedla zabezpečí dostatečnou těsnost ihned po namontování. Takto se vyráběly i hlavy na Š 105 – 130 někdy od modelu „M“. U Favorita se dokonce při opravách nepředepisovalo zabrušování, pouze očištění oblasti sedla. Zabroušení bylo nutné pouze při podpálení ventilu. Pokud opravujete sedla klasickou kuželovou frézou, zabroušení ventilů je nutné.
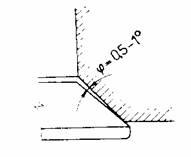
Obr. 10 Úhly sedla a ventilu v hlavě se liší o 0,5 – 1°
Dřík ventilu má za úkol odvádět teplo z talíře ventilu přes vodítko do chladící kapaliny a zajišťuje otvírání a zavírání ventilu. Musí být odolný proti zadírání ve vedení a opotřebení. Dřík se často potahuje vrstvou tvrdochromu (3 – 20 μm), která ve styku s litinou prakticky nevykazuje opotřebení. Podmínkou je správné mazání vedení. Vůle ventilu ve vedení je u sacího ventilu 3 – 6 ‰, výfukového 6 – 9 ‰ průměru dříku. Chromované dříky mohou mít vůli menší. Čím je vůle ve vodítku větší, tím je horší odvod tepla se všemi negativními následky na životnost ventilu. Kritické místo je přechod mezi dříkem a talířem, kde vznikají zhuštěná napětí podporovaná tokem tepla. Zde se ventil nejčastěji přetrhne. Toto místo musí mít pro zabezpečení vysoké životnosti speciální tvar, úhel přechodu z talíře pod úhlem 12 – 15° (u vznětových motorů až 25°, měřeno od roviny talířku) plynule přechází obloukem do kuželovitého rozšíření spodní části dříku. Takto upravený přechod zajistí uspokojivé obtékání ventilu proudícím plynem, opakuji uspokojivé, ne optimální. Pokud budu chtít mít optimální obtékání, tvar přechodu se změní v ostřejší, tím klesne životnost přechodu a po delší době hrozí přetržení ventilu. Taková úprava je vhodná pouze u motorů závodních, kde se po určitých ujetých kilometrech motor repasuje.
Vybrání v horní části dříku slouží k uložení misky ventilových pružin, Zde se používá dvojice klínků, které mají úkos pod stejným úhlem jako vybrání (10 – 15°) a zapadnou přesně do vybroušeného vybrání v dříku. Takto zajištěný ventil ale nemá možnost volného otáčení za provozu, v některých případech se sníží životnost ventilového sedla (všechny motory před rokem cca 1970 s litinovými hlavami, které měly takové provedení klínků), jindy je zabránění otáčení naopak přínosem k životnosti, záleží na použitých materiálech a typu benzínu (např. motory Š 781). Druhým typem uložení misky ventilových pružin je soustava drážek, nejčastěji 3 – 4. Drážky mají půlkulový profil, klínky mají naopak půlkulové výstupky, které do drážek zapadnou. Rozdíl je v tom, že klínky mají o něco větší vnitřní průměr, ventil se může v sevřených klíncích volně otáčet. Vyosením ovládacího vahadla od osy dříku se dosáhne toho, že se ventil nuceně za chodu motoru pootáčí a tak dochází k tomu, že se pod bod, kde dochází k největšímu tepelnému zatížení okraje talíře, neustále přesouvá jeho chladnější část, nedochází tedy k místnímu přehřívání talíře ventilu. Takové provedení, pokud je správně zvolený materiál sedel ventilů pro bezolovnatý benzín, zvýší životnost ventilu a sedla v hlavě až 5x. Otáčení ventilu zlepšuje rovnoměrnost opotřebení ventilu jak v sedle, tak ve vodítku, kromě toho se lépe zbavuje nežádoucích usazenin v sedle. U některých starších konstrukcí motorů přechod z pevného na plovoucí uložení dříku vyřešilo nízkou životnost původního ventilového systému. Podmínkou správné funkce takového uložení je hlavně vhodný olej, který vytváří minimum karbonových nebo asfaltových úsad, které drážky zalepí. Otáčející se ventil se pozná podle hvězdicovitě nebo do kruhu vyleštěného čela dříku ventilu, pokud je opotřebení přímkové (vytvoří se často prohlubeň, která znemožňuje správné seřízení vůle ventilů), ventil se neotáčí. Plovoucí uložení ventilů mají všechny typy Š 742/743 s litinovou hlavou. Nevýhodou plovoucího uložení ventilu je postupné rozklepávání okrajů drážek, ventil po delším provozu nelze normálně z vodítka vyjmout, hrany se musí nejprve zbrousit. Každopádně volba plovoucího nebo pevného uložení dříku v misce ventilové pružiny se vždy prověřuje dlouhodobými zkouškami životnosti. Pokud se setkáte u některého staršího motoru s pojistnými kroužky nebo Segerovými pojistkami na dříku, sloužily jako pojistka při zlomení pružiny, aby ventil nezapadl hluboko do válce.
Dřík je nutné mazat. Aby se vedení ventilu zbytečně nepřemazávalo, opatřuje se v horní části guferem, které zabraňuje pronikání velkého množství oleje do vodítka, ale zároveň dávkuje přiměřené množství oleje na dřík. K optimální funkci je vhodné dodržet drsnost dříku 0,4 μm a pokud možno použít tvrdochromování. Materiál gufera je značně tepelně namáhán, jako nejlepší je Viton, který vykazuje značnou životnost. Těsnění musí vykazovat sílu 4 – 13 Ncm-1 v těsnící hraně. Utěsnění dříků ventilů nejen že sníží ztráty oleje a zvýší životnost ventilového vedení, ale snižuje i množství emisí, hlavně CO a NOx. Čelo dříku přenáší síly k ovládání ventilu, proto se kalí do hloubky, která nesmí přesáhnout osazení pro uložení klínků, na tvrdost 45 – 55 HRC (pokud se kalení nepovede a zasáhne až do oblasti upevňovacích klínků, ventil se v místě přechodu z kalené do nekalené části brzy přetrhne). V některých případech se čelo navařuje tvrdokovem.
Materiálem pro více tepelně namáhané výfukové ventily je nejčastěji austenitická ocel, která dobře snáší vysoké teploty. Je nemagnetická (jako nemagnetická se úmyslně nevyrábí, je to její vlastnost – kdysi se mi snažil jeden mladík, který pracoval v Česaně, namluvit, že je to proto, aby se na ventil nechytal kovový otěr, nedal si to vymluvit) a má větší tepelnou roztažnost, než běžné oceli. Normální motory snesou i martenzitickou ocel, tato se používá i na ventily sací, které nejsou tak tepelně namáhané. Na dřík ventilu je nejvhodnější martenzitická ocel, která v kombinaci s litinou s obsahem feritu pod 3% vykazuje velmi dobré kluzné vlastnosti. Kombinované ventily s martenzitickým dříkem a přivařeným austenitickým talířem trpí rozdílnou tepelnou roztažností. Spodní část dříku u talíře se více tepelně roztáhne a má snahu se přidírat ve vodítku. Proto se někdy spodní část dříku kuželovitě zbrušuje. Pro zvlášť výkonné motory s vysokým tepelným namáháním se používají ventily kované, které jsou ale patřičně drahé. Pokus se setkáte s názvem trimetalický ventil, jde o ventil s návarem Stelitu a tvrdochromovaným dříkem (tedy v součtu tři různé kovy), tedy kvalitní, ale celkem běžný výfukový ventil.

Obr. 11 Detail uložení klínků do vybrání ventilů
Materiál musí v být vhodně legován, síra v palivu a další podobné látky způsobují korozi, proti které by měly být ventily co nejvíce odolné. Poslední dobou se zkoumají ochranné povlaky na bázi kovů a jejich kysličníků. Dobrými výsledky se pyšní aditivovaná paliva, které jakýsi ochranný povlak na povrchu kovových částí vytvářejí. V současnosti se u vysokovýkonných závodních motorů používají z důvodu snížení hmotnosti ventily z titanu. Nic bližšího o výrobní technologii a složení titanové slitiny nevím (čistý titan, neboli jeho výrobně dosažitelná 99,5% forma, není zrovna nejlepším materiálem, ale přídavky Cu, Al, Mg atd. výrazně zlepšují parametry výsledného produktu), jeden jsem před asi 10 lety držel v ruce a byl skutečně nezvykle lehký. Jak se chová v dlouhodobém provozu mi také není známo.


Obr. 12 Provedení sedla ventilu u sériových motorů, graf průběhu průtoku plynu podle velikosti otevření, difuzorová úprava
sedla pro optimalizaci průtoku
Velikost otevření ventilu má také své meze. Příliš velký zdvih zvyšuje namáhání rozvodového mechanizmu a komplikuje volbu vratné pružiny, navíc od určitého otevření se již průtokový součinitel proudění v sedle ventilu nezlepší, motor se víc nenaplní. Příliš malý zdvih omezuje plnění ve velkých otáčkách. V praxi se používá poměr otevření ventilu vůči průměru talíře v rozmezí 0,25 až 0,29 u sacích a 0,28 – 0,32 u ventilů výfukových. Výfukový ventil má větší otevření proto, protože je průtočný profil menší (větší zdvih eliminuje menší průřez), ventil má ale menší hmotnost a tedy výsledné síly jsou lépe zvládnutelné.
Pružiny ventilů:
Pružina ventilu má za úkol vracet otevřený ventil zpět do sedla, pohyb ventilu musí za všech okolností kopírovat křivku vytvářenou povrchem vačky. Pokud ventil od vačky odskakuje, vnáší do rozvodu další přídavné síly, které vedou k vytloukání povrchu vaček, vahadel, sedel a negativně ovlivňují výměnu obsahu válce. Nároky na pružinu jsou značné, protože síly vytvářené pohybem vačky mají proměnný charakter, dochází ke zrychlování a zpožďování ve velmi krátkých časových intervalech. Pružina má nejčastěji válcový tvar, kuželový tvar se někdy používá z důvodu zabránění rozkmitávání pružiny a zmenšení zástavbových rozměrů. Kdysi dávno používalo Ferrari u svých dvanáctiválců vlásenkové pružiny, které mají sice malou hmotu která se účastní pohybu, ale zabírají dost místa, proto se od nich později upustilo. Nárůst síly válcové pružiny s hodnotou stlačení je lineární.
Obr. 13 Použití vlásenkové pružiny a zdvihátka s kladičkou u rozvodu OHC, dnes již nepoužívané řešení
Síla pružiny se počítá podle velikosti hmot, které musí zachytit a maximálního zrychlení a zpomalení. Největším problémem je výpočet pružiny pro vysoce přeplňovaný motor. Přeplňované motory F 1 měly plnící tlak okolo 500 kPa a tak na talíře sacích ventilů působil ještě přídavný tlak ze strany sání, který musela pružina společně ze zrychlujícími se silami spolehlivě zachytit. Nemá smysl udávat nějaké vzorce, protože tyto se učí na každé strojní průmyslovce a stejně si asi nikdo pružiny vyrábět doma nebude. Podmínkou je, že pružina musí být pořád na nějakou minimální hodnotu stlačená a při maximálním stlačením nesmí dosednout jednotlivé závity na sebe. Pokud by docházelo k úplnému uvolnění pružiny, brzy by praskla, totéž hrozí v případě nevhodně zvoleného přepětí pružiny, kdy je velký rozdíl mezi stlačením u otevřeného a zavřeného ventilu. U OHV motorů je pružina vždy silnější, protože musí zvládnout větší hmotnosti rozvodu. Z důvodu bezpečnosti provozu motoru se používají ventilové pružiny dvě o rozdílném průměru, které se montují soustředně, jejich síly se sčítají. Při prasknutí jedné z nich druhá zabrání spadnutí ventilu do válce a umožní dojezd při nízkých otáčkách motoru do servisu. Stoupání závitů těchto dvojic pružin se dělá opačné, je to proti možnosti zaklínění jednotlivých závitů pružin mezi sebou. Někdy se volí jejich průměry takové, aby vnitřní pružina byla velmi těsně u vnější, při případném rozkmitání se závity začnou mezi sebou třít a tím se dosáhne účinného potlačení kmitání. Pružina pro sériový motor není žádný problém, rozměry, počet závitů, vlastní rezonanční kmitočet a výsledná síla se do zadaných parametrů vždy vejdou. Praskání ventilových pružin u sériových motorů je jev skutečně ojedinělý a je způsoben většinou vadou materiálu, než přetížením z výsledných sil (nevhodné vysoké přetáčení motoru). Jinak je tomu u motorů závodních, které používají velmi vysoké otáčky, zde může dojít součinností výsledných sil a rezonanční frekvence pružiny k takovému nárůstu zatížení materiálu pružiny, že tato v určitých otáčkách praskne. Rezonanční kmitočet je u sériových pružina asi 11 – 12x vyšší, než jsou otáčky motoru, proto zde problémy nevznikají. U závodních motorů takový rozdíl dosáhnou nelze, kromě vysokých otáček přibývá vyšší hodnoty zrychlení díky ostrým vačkám. Rezonanční kmitočet se volí co nejvyšší, většinou 25 – 30 kHz. Proto je snaha u závodních motorů snižovat na co nejmenší možnou míru hmotnosti všech posuvných součásti rozvodu, přechod na čtyřventilové provedení je nutností. (Čtyři ventily sice příliš nezvýší průtočné průřezy sacích a výfukových kanálů, zisk je asi 25%, ale výrazně se zmenší hmotnosti ventilů a tak je možné dosáhnout výrazně vyšších otáček. Nezapomínejte na skutečnost, že hmotnost součásti se zvyšuje s třetí mocninou délkového rozměru, proto i malé zmenšení rozměru dílu přináší velký pokles hmotnosti.) Rozkmitávání pružin se zabraňuje proměnným stoupáním závitů pružiny, pružina totiž nemá definovaný rezonanční kmitočet jako takový, tento se mění s jejím stlačením, průběh nárůstu síly má progresivní charakter. Nejdříve se stlačí závity s menším stoupáním, které mohou i dosednout na sebe (tím se zabrání vzájemnému pohybu) a plynule začne docházet k stlačování závitů s větším stoupáním. Pružina s proměnným stoupáním závitů má výhodu v tom, že její síla roste s velikostí stlačení nelineárně a lépe zachytí přechod ze zrychlení do zpomalení na vrcholu vačky. Kuželová pružina se chová podobně. Tyto pružiny se používají vždy pouze jedna na ventil, je to z důvodu úspory hmotnosti jak absolutně, tak hmotnosti posuvných hmot, ke kterým se pružina počítá také. Případná porucha závodního motoru stejně ukončí účast v závodě a nějaké dojíždění do servisu zde odpadá. Pokud není pro dané otáčky možné použít i takto upravenou pružinu, musí se provést rozvod desmodromický (s nuceným vracením ventilů další vačkou a vahadlem – technicky velmi komplikované řešení, používá je u sériové produkce snad jen Ducati), nebo se používá pružina pneumatická, která neduhem rozkmitávání netrpí a dá se vyrobit s prakticky libovolnou silou, která se navíc blíží průběhu pružiny s proměnným stoupáním. Ať jsem se snažil sebevíc, nepodařilo se mi sehnat žádné bližší podrobnosti o technickém provedení, o obrázcích nemluvě, takže pouze konstatuji, že něco takového existuje a mají to dnes všechny motory F 1. Jako první s těmito pružinami přišel snad Renault okolo roku 1977 u svých přeplňovaných motorů pro F 1. Tyto motory ze začátku dost trpěly na poruchy pružin, ale nevím, jestli ocelových a nebo už těchto pneumatických, tak zase sdílní nebyli. Dnes jsem si nevšiml, že by motory odcházely na pneumatické pružiny, nebo to aspoň nezveřejňují. Dost často je u technických údajů k motorům F 1 udáván „pneumatický rozvod“, nejde o pneumatické řízení otvírání ventilů jako náhradu vačkového hřídele, jde skutečně jen o pneumatické pružiny. V 19 000 ot/min. si nedovedu představit, že by stačil pružný plyn cokoli otvírat a zase zavírat a k tomu ještě dodržoval nějakou křivku pohybu ventilu. Pneumatický mechanizmus musí být vybaven kompresorem, který dodává ztracený plyn a vytváří základní tlak média, jeho pohon odebírá určitý výkon a silně pochybuji, že by si někdo dovolil takhle u závodního motoru plýtvat. Hydraulické ovládání bych si dokázal představit, kapalina je (až na výjimky) vlastně nestlačitelné médium a dal by se využít mazací okruh motoru.

Obr. 14 Nejčastější provedení ventilových pružin: a) pružina s proměnným stoupáním závitů, b) běžné dvoupružinové
provedení, c) dvoupružinové provedení s minimální vůlí mezi vnější a vnitřní pružinou
Obr. 15 Příklad desmodromického rozvodu (motor Mercedes W 196) Obr. 16 Jednotlivé díly desmodromického rozvodu
Vahadla:
Ventilová vahadla mají za úkol přenést síly z vačkového hřídele na ventily. Vahadlo je přídavný člen rozvodu, který zvyšuje hmotnost rozvodu a snižuje jeho tuhost. Používají se jednoramenná (pouze u OHC), nebo dvouramenná (výhradně OHV a také u čtyřventilového rozvodu 1x OHC). Vahadla jsou namontována na neotočném čepu, který je dutý z důvodu jednoduchého řešení přívodu mazacího oleje. Čep musí být tuhý, aby neovlivňoval křivku pohybu ventilu, ukládá se do kozlíků, které musí spolehlivě zachytit všechny síly na čep působící. Nejlépe je umístit kozlík mezi obě vahadla příslušející jednomu válci. Vahadlo může mít uložení kluzné i valivé. Kluzná pouzdra se zhotovují z bronzu nebo nějakého typu tvrzené plastické hmoty, případně se pouzdro nepoužije a ponechá se jen broušená plocha ocelového oka. Valivé uložení je řešeno jehlovým ložiskem. Valivé uložení se projeví menšími třecími ztrátami a větší životností, ale je dražší a náročnější na přesnost výroby. Vahadlo koná kývavý pohyb, který nezajistí u kluzného uložení vytvoření dostatečně únosné plochy olejového filmu a tak je nutné věnovat velkou péči volbě materiálů čepu a pouzdra a jejich mazání. Použití vahadel usnadňuje seřizování ventilové vůle, seřizuje se šroubem s kulovým zakončením, který je zajištěn protimaticí. Šroub může být na libovolné straně vahadla. Styková plocha vahadla s vačkou u OHC rozvodu je válcová (o velkém poloměru), v některých případech rovinná, záleží na tvaru vačky. Kombinace tvaru styčné plochy vahadla a vačky nemůže být libovolná, oba tvary spolu souvisejí a určují průběh otevírání ventilu. Změna tvaru sice může způsobit ostřejší otevření ventilu, ale zcela jistě povede ke snížení životnosti toho místa. Plocha konce vahadla ve styku s ventilem je výhradně válcová, v případě umístění seřizovacího šroubu nad ventilem mívá mezi kulovým zakončením a ventilem čepičku, která má ve styku s ventilem rovinnou plochu, nebo se nepoužije a dřík se navaří Stelitem. Všechny takové přídavné prvky zvyšují hmotnost rozvodu a prodražují výrobu, dnes se u nových konstrukcí nevyskytují. Skluz stykových ploch nesmí být nadměrný, jinak se zvýší jejich opotřebení. Tomuto se dříve zabraňovalo u jednoramenného vahadla použitím kladky ve styku vačky a vahadla, kladka je těžká a prodražuje výrobu. Oprávněnost použití kladky je u velkých nízkootáčkových a stacionárních motorů, kde je prvořadá vysoká životnost. Ovládání vahadlem má jednu nectnost, výsledný pohyb styčných ploch vahadla a ventilu je se skluzem, protože vahadlo vykonává kývavý pohyb okolo osy svého uložení. Na dřík ventilu proto působí přídavné síly vychylující ventil z osy svého pohybu a ve styčných plochách nastává skluz. Je proto nutné vahadlo navrhnout a umístit tak, aby se tyto negativní vlastnosti co nejméně projevily. Délka vahadla nesmí být příliš malá, ale zase ne příliš velká z důvodu zvýšení hmotnosti. Uspokojivý skluz ve styku vahadla s ventilem nastává v případě převýšení dosedací plochy zavřeného ventilu nad osou čepu vahadla o 40% max. zdvihu ventilu. Boční síly působící na vedení ventilu jsou v tomto případě také přijatelné.
Poměrem délky ramen se určuje zdvih ventilů. Poměr délek se pohybuje mezi 1,2 – 1,8, sníží se tím setrvačné síly na straně vačky. Příliš velký poměr není vhodný, vahadlo se rozměrově špatně řeší a příliš krátké rameno na straně vačky ovlivňuje výrazněji svou křivkou pohybu během zdvihu průběh otevírání ventilu a namáhá vratnou pružinu většími silami v místech přechodu ze zrychlení do zpomalení.
Vahadlo se musí vyznačovat velkou tuhostí a nízkou hmotností, proto se používá ocel 11 375, 12 020, 15 141, 16 341 – kování v zápustce je nutné. Často se vahadlo vyrábí jako plechový výlisek. Všechny styčné plochy se kalí do hloubky 0,8 – 1,2 mm na tvrdost minimálně 52 HRC. Vahadla z lehkých slitin jsou výrobně dražší (nalisování ocelových koncovek výrobu prodražuje), kování je zde podmínkou.
Zdvihátko ventilu:
Zdvihátka jsou dalším dílem, který zvyšuje hmotnost rozvodu, ovšem u rozvodu OHC s vahadly se nepoužívají. Zdvihátka rozdělujeme na pevná a hydraulická. Pevná zdvihátka pouze přenáší síly z vačky na další díly rozvodu (ventilovou tyčku nebo ventil), hydraulické zdvihátko kromě přenosu sil zajišťuje vymezování ventilové vůle. Pevné zdvihátko se vývojem stalo velmi spolehlivým dílem rozvodu, který za normálních okolností poruchy motoru nezpůsobuje. Jde vlastně o dutý válec, jehož vnější strana rovinného dna je určena ke styku s vačkou, vnější strana stěny válce zajišťuje vedení ve vývrtu a dovnitř se zasunuje ventilová tyčka nebo přímo ventil, záleží na typu rozvodu. Zdvihátko má velmi tenké stěny válcové části 1 – 2 mm a je tedy relativně lehké. Kdysi používané zdvihátko s kladkou se pro technologické komplikace a velkou hmotnost již nepoužívá, zdvihátko se muselo zajišťovat proti pootočení a životnost čepu kladky nebyla zrovna nejvyšší. Vysoké životnosti zdvihátka se dosahuje jejím otáčením za provozu, řeší se to stejně jako při otáčení ventilů vyosováním vačky vůči zdvihátku o 2 – 3 mm.
Hydraulické (olejové) zdvihátko má kromě přenosu sil vymezovat vůli ventilů. Jeho nevýhodou je vyšší hmotnost a také neustálý styk s povrchem vačky, zvyšuje se v době zavřeného ventilu třecí ztráta. Výhody trvale správné ventilové vůle ovšem převažují. Vymezování ventilové vůle se může řešit uložením i ve ventilové tyčce nebo v uložení vahadla, vše záleží na konstrukci, jestli je možné použít hydraulické zdvihátko náhradou za původní pevné. Principem funkce je trvalé naplňování objemu ve zdvihátku olejem, který slouží jako převodní člen mezi spodní částí zdvihátka, která je ve styku s vačkou a horní částí (pístem), která se stýká s ventilovou tyčkou, vahadlem nebo přímo ventilem (v případě použití u OHC rozvodu, kde nejsou použita vahadla, je píst ve styku s vačkou a těleso zdvihátka s ventilem; pokud je použité jednoramenné vahadlo, umisťuje se hydraulické vymezování do kozlíku). Obě části zdvihátka od sebe odtlačuje pružina (3), která zajistí trvalou základní polohu jednotlivých částí i v době stojícího motoru a zabezpečí, aby neuniklo nadměrné množství oleje ze zdvihátka. Uvnitř zdvihátka je ventil (1), který zajišťuje dočerpávání oleje ze zásobního objemu (5) ve spodní části zdvihátka, doplňovaného z mazacího okruhu motoru (4), pod píst (2) zdvihátka. Za chodu motoru dochází díky vůli v rozvodu k vzájemnému pohybu pístu a tělesa zdvihátka, vzniká čerpací účinek, který je regulován ventilem a přesně definovanou netěsností pístu ve svém vedení. Normálně převažuje čerpací účinek nad únikem (vzdálenost mezi pístem a dnem zdvihátka se zvětší a vůle se vymezí), ale po překročení určité ovládací síly se přestanou mezi sebou díly zdvihátka pohybovat, vůle je vymezena. Úbytek oleje únikem okolo pístu se automaticky vyrovná vzniklou vůlí, píst se zase posune a přisaje si uniklé množství. V případě zvyšující se síly se naopak olej okolo pístu vytláčí a tak se např. při chladnutí motoru opět vzdálenost zmenšuje. Problém hydraulického zdvihátka vzniká při extrémním přetáčení motoru, kdy může začít ventil díky neschopnosti pružiny ventilu ho udržet na patřičném místě odskakovat od vačky, zdvihátko to vyhodnotí jako zvětšování vůle, rychle se napumpuje a vzniklou vůli vymezí, ventil zůstane pootevřený, motor ztratí výkon a může dojít podpálení ventilu. U závodních motorů se proto nepoužívá, vadí i větší hmotnost.
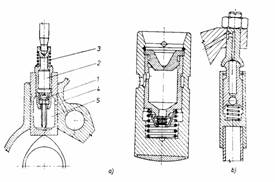
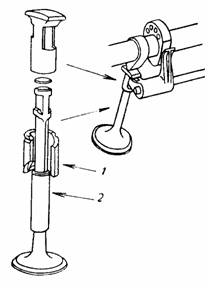
Obr. 17 Provedení hydraulických zdvihátek: a) ve zdvihátku, b) v rozvodové tyčce, c) ve vahadle ventilu, d) v opěrném čepu
vahadla
Zdvihátka se vyrábí z litiny nebo cementační oceli (stejný materiál jako na vačkový hřídel). Styková plocha s vačkou se brousí a kalí do hloubky 4 mm na tvrdost 46 HRC. Styková plocha se popouští a také někdy fosfátuje, obě operace zvyšují životnost. V tomto případě je vhodné použít stejný technologický postup i u vačkového hřídele, projeví se to příznivě na dalším zvýšení životnosti. Cementovaný (do hloubky 1,5 – 2 mm) a kalený povrch má tvrdost 60 HRC. V některých případech přichází na řadu i návar Stelitem.
Ventilová tyčka:
Používá se jen u rozvodu OHV. Jejím úkolem je přenos sil od zdvihátka na vahadlo ventilu. Tyčka zvyšuje hmotnost a snižuje tuhost rozvodu, proto by měla být co nejlehčí a nejkratší, krátká tyčka je tužší. U rozměrově velkých motorů se tyčka rozděluje na dvě části a mezi ně se vloží kluzák – opět se výroba prodraží. Tyčka je buď ocelová, nebo z hliníkové slitiny, u lehkých slitin se používá válcování za studena pro zvětšení pevnosti a tuhosti. Zakončení tyčky je kulovými plochami vnějšími a vnitřními, záleží na konstrukci ostatních dílů. Hliníkové tyčky mají nalisované ocelové koncovky. Ventilové tyčky pro velké motory se pro snížení hmotnosti vyrábějí z trubky, dutina se využije pro přívod oleje k styčným plochám.
Jedinou výhodou ventilových tyček je jejich bezporuchovost.
Mazání rozvodového ústrojí:
Většinou stačí mazání ostřikem, pouze uložení vačkového hřídele a kluzných čepů vahadel vyžaduje tlakový olej. Mazání ostřikem se provádí vždy jako přerušované, např. v určitém místě pohybu vahadla se překryjí vývrty čepu a vahadla a olej krátce vystříkne určeným směrem. Tlak oleje v olejové soustavě hlavy se omezuje např. tak, že mazací kanál je veden přes jeden z čepů vačkového hřídele, který má krátké vybroušení, kterým jednou za otáčku propojí vstupní a výstupní kanál. Pokud mazání tímto způsobem nestačí, vývrty se provádějí tak, aby se olej dostával přímo na inkriminovaná místa. Olej stékající po ventilové tyčce většinou dokáže namazat i vedení zdvihátka, někdy je nutné provést přívod tlakového oleje přídavnými vývrty přímo do vedení zdvihátek. Kritické místo pro mazání je styčná plocha mezi vačkou a zdvihátkem, případně ramenem vahadla. Oleje nesmí být málo, ale přemazávání také škodí. Největším problémem jsou místa styku vačky se zdvihátkem v bodech změn zrychlení. U rovného dna zdvihátka je styk prakticky přímkový, plocha je tedy malá a tlak na mm2 je vysoký, taková místa je nutné důkladně při provozních zkouškách prověřovat. Důležité je také otáčení zdvihátka za provozu. Mazání rozvodového řetězu, pokud je použit, se děje přímým ostřikem v místě náběhu na jedno z rozvodových kol.
Těsnění hlavy:
V zásadě těsníme hlavu vůči bloku, sacímu a výfukovému potrubí a utěsňujeme víko ventilů. Na každé těsnění jsou kladeny odlišné nároky.
Těsnění mezi hlavou a blokem válců se u sériových motorů nejčastěji vyrábí z azbestového kartonu, který má okraje otvorů pro válce lemovaná měděným a niklovým plechem, který zabraňuje odhořívání materiálu za provozu motoru. Podle zkušeností výrobce se tento základní skelet ještě vyztužuje tenkými pozinkovanými plechy nebo podobnými materiály. Lemování plechem se provádí pouze u otvorů těsnící válec, otvory pro šrouby a chladící kapalinu se nelemují. Soustava lemovacích plechů se liší pro benzínové a vznětové motory, z důvodu vyšších tlaků u dieselů musí být těsnění válců řešeno jinak, nejvíce se používá soustava pěti plechů překrytá lemováním. Těsnění je opatřeno otvory pro šrouby hlavy a průtok chladící kapaliny, v místě styku hlavy a bloku je opatřeno tenkou vrstvou plastického těsnění za účelem zlepšení těsnosti proti úniku kapaliny. Těsnění musí být schopno vyrovnat nerovnosti do hloubky až 0,3 mm vzniklé při opracování hlavy a válců a také vyrovnat nerovnosti vzniklé dotažením. Jeho pružnost musí být natolik velká, aby se po dobu životnosti nemusel hlava dotahovat. Tloušťka těsnění je také důležitá, silnější těsnění má vyšší životnost a obecně lepší vlastnosti. Dnes používaná tloušťka těsnění se pohybuje mezi 1 a 2 mm. Těsnění se vkládá vždy na sucho mezi precizně očištěné hlavu a blok a hlava se dotáhne předepsaným postupem na moment. Při demontáži hlavy z jakéhokoli důvodu se těsnění vždy nahrazuje novým. Staré těsnění po stlačení při montáži a působením tepla za provozu ztratí pružnost, často se částečně nalepí na hlavu a po odejmutí se povrch těsnění poškodí. Takto porušené těsnění nezaručí těsnost, k poruše může dojít (a také dojde) velmi rychle. Těsnění se vyrábí v různých tloušťkách podle požadavků výrobců motorů, změnou tloušťky těsnění lze v malých mezích ovlivnit kompresní poměr. Firma Armstrong dodává tzv. samonadouvací těsnění, které se vlivem tepla roztahuje do tloušťky a tím zvyšuje těsnost (většinou se používá v prvovýrobě, zatím jsem se s ním v obchodě nesetkal, je dražší a tudíž špatně prodejné). Je také na jedno použití. Popsané těsnění je plně dostačující u sériové produkce.
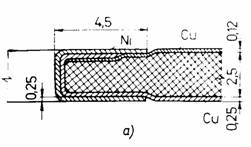
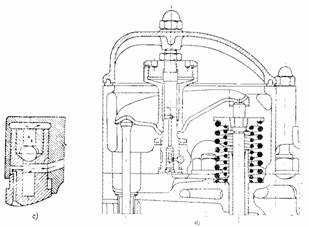
Obr. 18 Běžné provedení lemování těsnění pod hlavou
Pro vysokovýkonné motory takové těsnění nestačí, tlaky jsou vysoké a těsnění klasického typu takové tlaky a teploty nesnese. Proto se používají měděné kroužky, které se zasunou s přesahem na výšku do drážek na čelech válců a hlava se dotáhne na větší moment. Měď lépe odvádí teplo a je tvrdší než normální těsnění, větší tepelná roztažnost mědi za provozu zvyšuje přítlak ve styčné ploše, takové těsnění vydrží slušnou zátěž. Vodní plochy lze utěsnit klasickým těsnícím materiálem, pouze je nutné zvolit správně přesahy měděných kroužků, aby se obě těsnění správně usadila. Je možné použít také silikonový tmel na motory, pozor na utěsnění mazacího kanálu mezi blokem a hlavou, aby se tmel nedostal dovnitř. Porsche na to šel od lesa, nepoužívá měděné kroužky, ale speciální sestavu trubičky naplněné plynem vložené do prstence tvaru U z mědi nebo podobného materiálu. Po zasunutí do drážky s hloubkou menší, než je průměr těsnící sestavy, dojde po dotažení hlavy ke stlačení těsnící sestavy, trubička získá elipsovitý tvar. Po zahřátí motoru se plyn začne roztahovat, trubička se snaží opět získat kulatý tvar a přes prstenec se v těsnící ploše silně zvýší přítlak. Uvedené řešení převzali i jiní výrobci.
Obr. 19 Těsnění trubičkou naplněnou plynem, provedení pro oboustranné těsnění vložky uchycené za horní přírubu
Těsnění mezi sacím potrubím a hlavou bývá ze stejného materiálu jako těsnění hlavy k bloku, pouze se nepoužívá plechové lemování. Lemování se aplikuje u těsnění mezi hlavou a výfukovým potrubím, kde je nezbytné. Někdy se výfukové potrubí těsní pomocí plechových vložek s pružnými okraji, takové těsnění je opět na jedno použití. Nároky na tato těsnění nejsou tak velká jako u těsnění pod hlavou a tak je možné použít těsnění opakovaně, podmínkou je jeho neporušenost.
Těsnění víka ventilů má prakticky pouze dvě varianty, klasický korek nebo pryž. Je to nutné z důvodu relativně časté demontáže za účelem seřizování vůle ventilů nebo kontroly stavu. Korek je vhodné měnit po každé demontáži, i když po nahřátí v páře se pružnost často obnoví. Pryž typu EPDM, odolná teplotám a působení ropných látek, vydrží často velmi dlouho a umožňuje opakované použití. Viton se nepoužívá z důvodu vysoké ceny, navíc jeho vlastností se nevyužije. Těsnost víka ventilů je také závislá na tuhosti víka, které se nesmí za provozu deformovat, ztrácí se přítlak a olej tudy začne prosakovat. Použití silikonových tmelů je možné jako doplňkové těsnění korkových těsnění, nebo při rovinných styčných plochách i jako těsnění hlavní. Používá se výhradně tmel určený na motory, který snáší vysoké teploty, působení ropných látek a je pružný i za mrazů. Problém silikonových těsnících materiálů je menší pevnost, při demontážích se často trhá a je nutné vytvořit těsnění nové. Silikonové tmely jsou vhodné hlavně tam, kde nedochází k časté demontáži dílů, jako u olejové vany, víka rozvodu, převodových skříní atd. Doporučuji důkladně prostudovat návod a postupovat přesně podle něho. Tmel potřebuje určitý čas na vulkanizaci, proto se po nanesení díly nedotahují úplně, ponechá se předepsaný čas na vytvrdnutí a teprve potom se díly dotáhnou předepsaným momentem. Pokud díly dotáhneme na moment hned, většina tmelu se vytlačí mimo těsněnou plochu a kromě toho, že se může dostat někam do motoru a ucpat některý kanál pro odvod oleje, také špatně těsní. Důkladné odmaštění obou těsněných ploch zlepší přilnavost tmelu a tím těsnost, spoj ale není rozebíratelný, při demontáži se tmel roztrhá. Většinou se odmastí pouze plocha na odnímatelné části, na které potom zvulkanizované těsnění drží, demontáž je tedy možná.
Dříve často používané těsnící tmely typu Hermetik, Hermosal atd. nepovažuji dnes za správnou volbu, jejich aplikace je vhodná pouze tam kde k demontáží dílů dochází až při GO zařízení. Tyto tmely jsou na zcela jiné bázi, po aplikaci vytvrdnou do pevné hmoty která se obtížně odstraňuje (oškrábáním). Těsní také dobře, ale moderní silikonové tmely je svými vlastnostmi překonávají.
Tuning:
U hlavy motoru se toho dá hodně získat, ale také hodně ztratit. Pokud je hlava dobře navržena od začátku, jsou úpravy velmi účinné. Největším problémem je hlava s klínovitým spalovacím prostorem, která má vyvedeny sací kanály na jednu a výfukové na druhou stranu hlavy. Pro dodržení podmínky co nejkratších výfukových kanálů v hlavě vychází sací kanál neskutečně zahnutý, úhel přesahuje 90°. Takový zlom zajistí cokoliv, jen ne dobré plnění válců. Jestli někdo vlastní Moskviče 408 (1360), tak má přesně takovou hlavu a nemá cenu se pokoušet o nějaké úpravy, motor se nikdy pořádně nenaplní. Základem je úprava velikosti, tvaru a drsnosti stěn sacích a výfukových kanálů. Správně provedené sací potrubí od začátku až k ventilu má vliv na dobré vyplachování a snižuje hydraulické ztráty, když neuděláme jinou úpravu než tuto, klesne spotřeba paliva. Jen opracování kanálu ale výkon příliš nezvýší, to je třeba mít na paměti. Přílišné zvětšování průměru je vhodné pro vysoké otáčky, pro provoz v otáčkách středních není dobré příliš průřez zvětšovat. Pokud je kanál příliš kolmý na osu válce, dobrého plnění se nedočkáme i sebelépe vyleštěným a vytvarovaným kanálem. Obecně se soudí, že ideální je kanál, jehož podélná osa souhlasí s osou válce. Vzduch nebo směs proudící takovým kanálem nemusí provádět žádné změny směru a tak je ztráta na energii plnění minimální. Problém nastává s provedením kanálu v místě ventilu, přes všechnu snahu se musí mírně od osy odklonit, jinak nebude možné ventil beze ztrát na průřezu ovládat a přechod kanálu do válce nebude optimální. Přes teoretickou výhodu takového kanálu se často stávalo, že plnění nebylo optimální a nakonec se zvolil kanál odkloněný od osy válce, který dával lepší výsledky. Nás taková věc příliš nebolí, protože my většinou upravujeme to, co jsme dostali od výrobce a tak se musíme snažit o vyřešení již daného stavu.
U sacích kanálů se provádí odstranění nálitku okolo vodítka ventilu, které se nahrazuje jiným (původní se většinou při úpravě poškodí, bývá také částečně opotřebené a tak je vhodné použít nové). Kanál musí být slícován se sacím potrubím. Velmi jednoduchý postup s dobrým výsledkem je tento:
· vezmu sací potrubí, nové těsnění mezi potrubí a hlavu, upravovanou hlavu válců
· vše sešroubuji (stačí dva šrouby nebo matice)
· vyvrtám (kolmo!!!) přes přírubu potrubí a těsnění až do hlavy dva otvory o Ø 3,2 mm, jeden otvor umístím v přírubě potrubí prvního a druhý v přírubě posledního válce
· vše rozeberu a provrtám v potrubí a těsnění oba otvory na Ø 4 mm
· v otvorech hlavy vyřežu závit M 4, do tohoto otvoru zašroubuji kolíky s krátkým závitem tak dlouhé, aby se na ně později nasadilo těsnění a potrubí (kolíky tam zůstanou napořád, kolík lze vyrobit ze šroubu M 4 s krátkým závitem)
· jestli došlo k provrtání hlavy až do vodního prostoru, závit kolíku natřít vhodným tmelem
Takto mám definovanou polohu všech dílů vůči sobě, která se teď už nemůže změnit nesprávným nasazením, nepatrná vůle na kolících to nedovolí. Nasazením těsnění na kolíky máme definované jednotlivé otvory sacích kanálů, podle toho provedeme opracování. Po přemontování těsnění na sací potrubí (použijeme dostatečně dlouhé šrouby M 4 s krátkým závitem s maticemi) máme definované zakončení kanálů v sacím potrubí, dále není třeba nic říkat. Po opracování a nasazení na kolíky je slícování zajištěno automaticky.
Kanál se opracovává postupně tak, aby se zachovala kulatost a stejný průměr po celé délce. Problém je v tom, že některé odlitky nemusí být zrovna přesné a jestli si vzpomínám, tak každá tak desátá hlava skončila probroušením nějakého kanálu. K tomu docházelo v případě výraznějšího zvětšování průměru kanálu, u 781 nad 29 mm. Podle mne stačí zvětšení na 28 mm, tato hodnota je dokonce pro nějakou třídu úprav pro závody maximálně povolená. Jako kalibr slouží ocelová kulička patřičného průměru, nejlépe někde koupit, nebo rozbít staré ložisko. Kulička musí projít celým kanálem až k sedlu, u některých motorů je sedlo odkloněno tak, že koule neprojde (hlavy mají kanály různě tvarované a tak kolikrát není možné dosáhnout ideálu). V místě průchodu vodítka ventilu (které se pro větší stupeň úprav na úkor životnosti vedení zkracuje tak, že nezasahuje do kanálu) se provádí úprava tvaru kanálu, který se vodítkem nebo dříkem ventilu průřezově zúží. Kanál se rozšíří s pozvolným přechodem tak, aby jeho profil co nejvíce vyhovoval proudícímu vzduchu. Často je tato operace z důvodu nedostupnosti neproveditelná, hlavně u hodně zahnutých kanálů, tam se snažíme udělat co můžeme a zbytek se ponechá tak jak je. Přechod kanálu do sedla ventilu musí být plynulý, jinak vznikne turbulentní víření seškrcující průtočný profil. Až máme kanál opracovaný, je vhodné ho vyleštit brusným papírem. Ručním leštěním se u hliníku totální hladkosti nedosáhne, ale to celkem nevadí, drsnost stěn u takto velkých kanálů nemá zase takový vliv jak se obecně soudí. Na opracování se používají ruční frézy, brusné kotoučky se hliníkem při broušení za sucha rychle zalepí a tak nejsou příliš vhodné. Dobrá fréza vyjde na cca 1000 i více Kč a potřebujete aspoň dva typy. Fréza musí mít vysokou obvodovou rychlost, počítá se tak 20 000 ot/min, jinak se rychle tupí a nebo nedělá hladký povrch. Tlak na frézu musí být jemný, jinak odskakuje a dělá vrypy, hodně se otupuje. Běžně dostupné frézy v železářství jsou vhodné tak na dřevo a na jednu hlavu jich spotřebujete slušnou řádku. Na litinu je možné použít i brusné karbidové kotoučky nebo kuličky, často čistit od nánosu kovu a uhlíku. Jako finální leštící nástroj si kupte takové ty smirkové papírky na stopce do vrtačky, stačí několikrát kanál projet tam a zpět. Jak vidíte, opracování kanálů není jednoduché jak fyzickou prací, tak i vybavením, normální vrtačka vám zrovna službu neudělá. Dobře udělaná hlava je několik dní práce a pokud si někdo za práci řekne 7 000 Kč, tak to není vůbec drahé. Výfukové kanály nejsou tak kritické, důležité je proudnicově vytvarovat nálitek pro vodítko, který se neodstraňuje (chrání vodítko před přehříváním). Slícování se provede stejným postupem jako u sacího potrubí. U výfukových kanálů se odstraní všelijaké nálitky a sníží se drsnost stěn, dalších úprav pro běžný tuning netřeba. Pokud chcete dosáhnout ztrojnásobení výkonu, kanály se musí opracovat a použít větší průměr výfukových trubek. Do velikosti vačky 260° stačí původní průřez, větší trubky se používají až při otevření ventilů nad cca 280°.
Opracování spalovacích prostorů je také kapitola sama o sobě. Každý sériový spalovací prostor u dvouventilového provedení má dost nedostatků ohledně možnosti zvyšování výkonu. Problém ale nastává v tom, že opracování spalovacího prostoru sníží stupeň komprese a tak si nemůžeme dovolit vše, co nás při úpravě napadne. Každopádně musí být prostor v okolí ventilů (zvláště sacího) uvolněn tak, aby mohla směs do válce proudit s co nejmenším seškrcením, stěny v blízkosti talířů ventilů tedy zbrousíme tak, aby směs mohla lépe proudit do válce. Dobré provedení spalovacího prostoru může vyžadovat použití pístů s vypuklým dnem, které zajistí dosažení potřebného kompresního poměru. Je to další komplikace, která úpravu motoru prodražuje. Pokud se dělá rozsáhlejší úprava motoru, je vhodné použít větší vrtání, které zvýšením objemu motoru napomůže dosažení potřebného kompresního stupně i bez vypuklého dna pístu. Někdy se zbrousí kromě hlavy také blok motoru, píst se nechává vyběhnout více z válce, využívá se tloušťka těsnění pod hlavou. Povrch spalovacího prostoru se co nejvíce vyhladí, drsná plocha na sebe lépe váže úsady ze spalování a také zvětšuje přestupnou plochu pro odvod tepla, vzniká tepelná ztráta. Nejde o závratnou hodnotu, spíše se takové působení dá zanedbat, ale u vysoce přeplňovaných motorů se spalovací prostory leští skoro do zrcadlového lesku. Všechny hrany ve spalovacím prostoru se zaoblí, ostrá hrana má snahu se přehřívat a způsobuje samozápaly. Při opracovávání spalovacího prostoru počítejte s tím, že budete hlavu na závěr přebrušovat a tak vám nějaké to zakončení dutiny bude končit jinde, než jste původně počítali. Přechody od ventilu ke stěně válce se v hlavě dělají s poloměrem, odbroušením např. 1 mm posune hranici přechodu blíže k ventilu. Každopádně objemy všech spalovacích prostorů musí být shodné.
Sací potrubí – zde je problém zakřivení jednotlivých větví, které znemožní obrobení kanálů po celé délce. U karburátorových nebo BMM motorů se všechny kanály sbíhají do jednoho, pro obrábění nepřístupného, místa a tak se kanál většinou opracuje jenom tam, kam dosáhneme. Tím se ale částečně znehodnotí práce na kanálech v hlavě, seškrcení průřezu v sacím potrubí je prakticky totéž, jako neopracované kanály, jen se zmenší celková ztráta. Kdo chce být perfekcionalista, bude muset vzít potrubí dvě, nějak je šikovně rozřezat, opracovat a opět je šikovně spojit, nejlépe sešroubovat, aby sváření nevytvořilo další nálitky, ke kterým se nedostane. Druhou variantou je vyrobit sací potrubí nové z trubek patřičného průměru, které ohnete do požadovaného tvaru, pozor na to, aby se při ohýbání nezploštily. Trubka se napěchuje suchým pískem, důkladně na obou koncích uzavře a ohřeje, po ohřevu se ohne a nechá zchladnout, potom se písek vysype. Písek musí být suchý, voda se vysokou teplotou změní páru a natlakuje, trubka se může roztrhnout nebo nadělat jiné nepříjemné věci. Výroba nového sacího potrubí má výhodu v tom, že je možné upravit délku sacích větví jak na všechny stejné, tak na delší a navíc se nemusí opracovávat, vnitřní povrch je kulatý a hladký.
Ventily – zde se může také udělat spousta chyb, které mohou skončit havárií motoru. Každopádně použijte na úpravu ventily nové, které nevykazují únavu materiálu. Co je možné udělat bez nebezpečí ulomení ventilu, je nepatrně zvětšit průměr sedla ventilů v hlavě a upravit přechody ve styčných plochách. Z důvodu ceny se sedlo ve výrobě opracovává pouze na úhel 45°, případně se dělají ještě přechody do stykové plochy s ventilem 150° a 30° pro zdání jakési zaoblenosti. Hrany těchto přechodů vytváří turbulentní proudění a tím zhoršují průtokový součinitel v sedle. Totéž se provádí u ventilů, hran tam máme na rozdávání. Všechny tyto hrany zaoblíme tak, aby se aspoň vizuálně podobaly plynulému přechodu. Zvětšení průměru sedla v hlavě se posune těsnící plocha více k okraji ventilu, proto pozor na to, aby ventil správně dosedal, úprava tvaru sedla na ventilu bude náročnější. Kdo si netroufá a nebo nemá k dispozici patřičné strojní vybavení, ať nechá průměr sedla v hlavě na původní hodnotě a pouze provede zaoblení přechodových hran. Ventil je vhodné v místě přechodu dříku do talíře a celý talíř ze všech stran vyleštit na co nejnižší drsnost, hladká plocha kromě mírného zlepšení plnění více odolává usazování nánosů ze spáleného oleje, ventil zůstane delší dobu čistý. Úprava tvaru přechodu z dříku do talíře je vhodná pouze u závodních motorů, kde jsou ventily pod kontrolou a často se mění. Kdo má větší možnosti a upravuje 130 – 136/742 nebo 781, může zkusit vyměnit vodítka ventilů za menší a použít ventily s dříkem o Ø 7 mm z posledních Felicií 1,3 MPI včetně kuželových pružin (případně použít celou hlavu). Užší dřík klade menší odpor proudícímu vzduchu. Jinak je možné také zmenšit průměr dříku mezi koncem vodítka a talířem na tuto hodnotu a zároveň upravit přechod do talíře, platí i pro výfukový ventil. Kdo má skutečně hodně peněz, může si koupit profesionálně upravené ventily dokonce chlazené sodíkem, většinou jde o kované materiály, které toho i dost vydrží. Jsou určené na nejvyšší namáhání a tak při menším stupni úprav a v běžném silničním provozu vydrží velmi dlouho, možná i přežijí motor. Ovšem otázkou je jestli ten, kdo má peníze na takové ventily, se bude zabývat úpravou nějaké třináctistovky.
Zmíněný difuzorový přechod v sedle se používá pouze u motorů sériových, kde zlepší průtok směsi při malých zdvizích ventilů, které se zde používají. U upravovaných motorů se difuzor nepoužívá, rychlost proudění v sedle je vysoká a difuzor škrtí průtok.
Pružiny ventilů – zde se toho moc nevymyslí, buď se podle stupně úprav pouze pružiny o 1 – 1,5 mm podloží, tím se zvýší jejich síla, nebo se použijí pružiny speciální pro upravené motory, případně nějaké rozměrově vhodné z vyšší silou z motorů jiných. Možností je i použití pružiny z motorů, kde je použita pružina pouze jedna a do ní se vloží vnitřní pružina z dvoupružinového provedení (pokud to jejich rozměry umožní). Nevýhodou je zvýšení hmotnosti. Podmínkou podložení pružin je, že při maximálním otevření ventilu musí zůstat mezi jednotlivými závity pružiny mezera min. 0,5 mm. Pokud nepoužíváme příliš ostrou vačku (asi do 270°), do 6 500 ot/min. postačí pouze podložení pružin.
Vahadla – pro malý stupeň úprav, tedy do 6 5000 ot/min., není nutné vahadla upravovat, jinak se ocelová odlehčují odvrtáním nebo nahrazují hliníkovými, případně se ještě nahrazují vahadly s větším převodovým poměrem pro zvětšení otevření ventilu (u motorů Š 100/110/105/120 nutnost, 110 LS/R a 781 již mají zdvih na hranici použitelnosti, další zvětšování zdvihu koliduje z rozměrem pružin). Pokud bude prováděna náhrada za jiný speciálně vyrobený typ, je vhodné použít valivé uložení vahadel.
Škodovkářům zdar!
Autor �l�nku: CJ (Jiří Čech)
E-mail: jicech@quick.cz